
博大精深 细致入微
回转窑自动化解决方案





简介
目高炉炼铁过程中需要加入一定量的助溶剂,简称溶剂,其主要作用是使还原出来的铁与脉石及灰分实现良好的分离,根据铁矿石中脉石和焦炭灰分成分的不同,熔剂分为酸性、碱性和中性三种。常用的碱性溶剂有石灰石(CaCO3)、白云石(CaCO3.MgCO3),石灰石作为高炉冶炼过程中的一种碱性溶剂,具有非常重要的作用它的质量的好坏,直接影响铁水的品质。
石灰生产采用的是旋窑,旋窑作为钢铁厂和水泥厂的一个主要设备,市场非常广阔。钢厂旋窑生产工艺流程与水泥厂的流程相比要简单得多,它没有配料和均化工艺过程。以回转窑为例,它的工艺过程主要包括三部分:
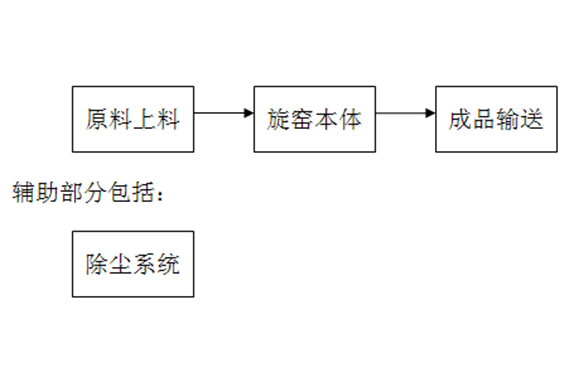

系统工艺及主要控制
原料上料部分

主要的电气连锁控制功能
本控制系统的设备的基本操作均有三种方式,既机旁操作方式,
远程手动操作方式(流程处于手动或自动),PLC全自动控制方式(流程处于自动)。
设备机旁手动操作方式
这种方式只适用于单体设备的维修及调试运行。这种方式适用于所有设备,不管设备的种类与安装位置如何。在这种方式下PLC不参与运行,所有操作是现场人员在每个设备的机旁操作箱上完成的。操作前提是将机旁操作箱上的手动/自动选择开关选择为手动方可机旁操作。
远程手动方式
这种方式在正常生产中不经常使用,主要用于单体设备调试运行或生产条件不稳定的情况。通过PLC对单个设备进行选择启动和停止等。
全自动操作方式
在这种方式下,PLC系统和显示操作站系统处于正常工作状态,生产过程由PLC实现全自动控制。根据用户的实际应用程序,显示操作站对PLC发出运行指令来完成全过程自动控制功能,并自动生成不同级别(报警重要程度)的报警。这种方式在正常生产中使用。与远程手动一样,在这种方式下,所有联锁设备的机旁操作箱上的方式选择开关都选在自动位置上。生产过程的启动停止操作完全在显示操作站上进行,当某种故障发生时自动控制系统会立即作出相应的反应,并在显示操作站上报警。在这种操作方式下,系统内所有联锁设备可以根据系统运行的需要在显示操作站上通过鼠标对不同的设备进行选择,启动,停止并加上必要的安全联锁。
系统启动:

流程停止:

成品输送部分:

启动顺序如下:

停止顺序:

2#电动三通选择b向
启动顺序:

停止顺序:

2#电动三通选择a向
启动顺序:

停止顺序:

回转窑本体控制:

液压挡轮控制:
本系统分为A、B两回路

A回路(常用运转回路)
当回转窑窑体运动,向下移动,使下挡轮碰铁碰上行程开关S2,具备自动运行条件,油泵启动,电磁阀I的YV2励磁,压力油经过调速阀至下挡轮油缸,使窑体上移,电磁阀1由计时器来控制,油缸活塞向前推动3mm(大约需要5~10分钟,可调节调速阀),在原地停留40分钟,然后再向前推动3mm,再在原地停留40分钟,在原地停留40分钟期间,电磁阀1处于中间位置,油泵停止运转,这个过程不断重复,直到下挡轮达到最高位置时(行程为50mm)碰到行程开关S1时,油泵停止运转,电磁阀I的YV1励磁,下挡轮油缸在筒体重力作用下缩回,蓄能器压力油打开液控单向阀1,油缸内压力油经过节流阀回油箱,挡轮下移直至下行程开关S2,完成整个循环约为24小时,S3、S4为超极限开关。
B回路(特殊用途回路)
这个回路可以使挡带停在任意位置,在现场手动操作电磁阀II,使YV4励磁,启动油泵,使压力油进入上挡轮油缸内,使上挡轮下移,推动轮带使窑体下移,此时电磁阀I中的YV1励磁,下挡轮油缸排油,为加快排油速度,电磁阀III中的YV5励磁,使液控单向阀I打开,如使上挡轮复位高端,可使电磁阀II的YV3历次,碰到行程开关S5,油泵停止,当油泵停止后,立刻解除与S5的连锁,使用A回路时电磁阀II处于中间位置。
预热器液压推杆控制

预热器是个原料储存仓,原料在这里与窑内的烟气进行热交换进行预热,它往窑内的下料是通过12个液压推杆不停的往复推动来实现的。
每个推杆的工作是通过控制油路上的电磁阀来控制,电磁阀得电,油压推动推杆向里运动,失电,推杆退回。推杆的工作顺序为:

下料的快慢通过控制每个推杆的行进距离和俩个推杆之间的间隔时间来实现,建龙项目我是通过时序来实现的,推杆行程最大时一个来回大约16秒,推进去的单行程就是8秒,那么控制电磁阀通断时间为1~8秒之间,即可控制推杆的行程。
间隔时间是以上一个推杆完全退回原位碰到外行程开关开始计时,在上位机上可以任意设定。
推杆的工作也可以通过内外两个行程开关来实现,推杆推进中碰到内行程开关时,电磁阀失电,推杆退回,碰到外行程开关时下一个推杆开始计时,到预定的时间开始工作。
12个推杆全部推完,从1#推杆开始重新开始进入到下一个循环,周而复始直到系统停止为止。
回转窑窑速控制
回转窑主传动电机是变频控制,直接在上位机上设定变频频率即可改变回转窑窑速,不要求闭环控制。
燃烧控制
窑内炉温控制要分别控制煤气和助燃风的流量来控制,煤气的控制一般采用串级pid控制,控制策略如下图:

如上图所示,煤气流量控制本身是个pid闭环控制,作为整个控制策略中的闭环,燃烧室温度控制是个外环,策略的含义是通过检测燃烧室内的温度,来决定煤气流量的设定值多少,内环根据这个设定值来调节煤气调节阀,使流量保持稳定。
煤气管道除了这个调节环节外,还要有煤气切断阀控制,非常重要。在一些特殊的条件下(如:窑内灭火,煤气压力过低等)要保证能迅速切断煤气,防止事故发生。一旦动作窑内就会灭火,所以还要保证不要误动作,对器件的可靠性要求较高。
助燃风的控制相对简单一些,框图如下:

自动控制系统设计
为了保证控制过程的安全可靠和生产的连续性,提高自动化水平,博微采用自动控制与视频监控系统相结合的自动化控制系统,主要用于原料输送控制、运行操作、监视管理。


博微特色
专业培训
博微公司的工程师拥有大量的现场培训经验,用生动的语言深入浅出的为现场操作员进行相关培训,减少各方面的误操作引起的事故。
设备管理

典型案例
黑龙江双鸭山白灰窑自动控制系统






结束语
实施“精品”战略,明确“创优工程”的质量目标,并在施工过程中实施对工程质量进行全方位、全过程的有效控制,即:从材料采购、施工与验收、实施各专业、各工序、各阶段质量控制,直到调试投运和竣工验收。
认真贯彻ISO9001的质量方针和质量文件,有效实施质量控制;严格按各工程阶段的停止点实施有效控制,对各部门的工程质量负责。
认真贯彻执行设计工作的有关标准和规范,认真执行图样和设计文件的审签程序,保证提供的设计图样和技术文件完整、正确、协调、统一、清晰。
博微公司具有强大的技术团队和经验丰富的技术人员,一流的技术服务,能为用户提供最先进最优化的行业解决方案。
<< 上一页
下一页 >>

沈阳中科博微科技股份有限公司
邮箱: services@microcyber.cn 电话: 86-15940276899地址:中国·沈阳·浑南新区文溯街17-8号国际新兴产业园
备案号:辽ICP备15009059号-1联系我们

 86-15940276899
86-15940276899
 services@microcyber.cn
services@microcyber.cn


 live:.cid.bae6f80588feeea9
live:.cid.bae6f80588feeea9

